Chemical Etching or Laser Cutting: How to Select Proper Process for Precision Components
During procurement of customized precision metal parts, most engineers and purchasers face a common confusion: whether to adopt chemical etching or precision laser cutting for specific metal components. Both are mainstream precision machining technologies applicable to stainless steel, copper, aluminum, nickel and alloy materials, but they differ sharply in applicable sheet thickness, product structure, machining tolerance, production cost and order volume. Improper process selection leads to out-of-tolerance dimension, burrs, deformation, unnecessary extra cost on mold & sampling, as well as delayed delivery. Combined with practical cases from 3C electronics, new energy, automotive electronics, medical and display industries, this article compares two processes from working principle, applicable thickness, precision, structural compatibility, cost and lead time to help customers make quick & correct decisions.
1. Core Working Principle Difference
1.1 Precision Laser Cutting
Laser cutting melts and vaporizes metal via high-energy laser beam with auxiliary high-pressure gas removing molten slag, which belongs to thermal physical cutting. Controlled by CNC program, it shapes outlines without molds. Instant high temperature brings thermal stress, easily causing micro deformation on ultra-thin soft metal sheets.
1.2 Precision Chemical Etching
Chemical etching removes redundant metal via photolithography & normal-temperature chemical corrosion, a pure chemical processing method without high temperature or mechanical squeeze. Substrates stay free from stress deformation; patterns are defined by film artwork, ideal for mass production of ultra-thin intricate components.
2. Process Selection by Raw Material Thickness
2.1 Chemical Etching: 0.01mm~1.5mm ultra-thin sheets
Etching performs best on foils ranging from 0.01mm ultra-thin nickel/copper to 1.5mm metal plates. Once thickness exceeds 1.5mm, uneven etching depth and obvious side taper occur with climbing cost. Typical products: OLED metal mask, mobile phone RF shield, microphone dust mesh, sensor encoder disc, ultra-thin conductive shrapnel.
2.2 Laser Cutting: 0.1mm~12mm medium & thick sheets
Laser is reliable for sheets above 0.1mm up to over 10mm; thicker plates gain better cost advantage on laser cutting. For foils thinner than 0.1mm, laser heat easily burns edges or pierces raw material, resulting in low yield and high unit price. Typical products: new energy battery busbar, equipment structural bracket, thick heat sink, auto accessories.
Rule summary: ≤0.1mm prefer etching;0.1~1.5mm depends on inner structure;>1.5mm adopt laser cutting directly.
3. Selection Based on Product Structure & Pattern Complexity
3.1 Dense micro holes, mesh array, ultra-fine hollow → Chemical Etching
Parts covered with numerous tiny holes, dense mesh or micron-scale fine patterns fit etching perfectly. Laser drilling is limited by laser spot, with inconsistent hole size, slag inside pores and high processing cost for dense holes. Etching forms all holes in one go with uniform aperture and stable mass consistency, widely used for filter mesh, optical grating, FMM mask, RF shielding net.
3.2 Large outline, big openings, simple shape, thick irregular parts → Laser Cutting
Products with simple outer contour and large holes get fast production via laser; no film making required, just import CAD drawings for blanking. Etching needs artwork cost for simple outline, uneconomical for small orders, including equipment sheet metal, thick fixing bracket, large-size heat cover.
4. Precision & Surface Quality Comparison
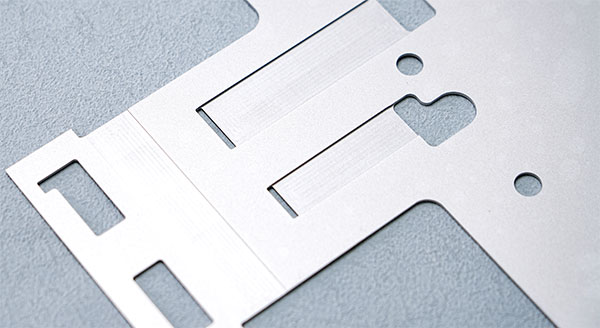
1.Chemical Etching: Tolerance ±0.01~±0.03mm, stress-free, burr-free & flat surface
Processed under ambient temperature without mechanical force, finished parts keep excellent flatness without warping; smooth edges need no secondary deburring or polishing, top option for high-end ultra-thin precision components. Shortcoming: slight side taper on thick workpieces, not for thick high-precision fitting holes.
2.Laser Cutting: Usual tolerance ±0.02~±0.05mm, thermal deformation on ultra-thin stock & slag on thick cutting edge
Stable dimension for medium-thick plates with neat cutting surface; foils below 0.2mm inevitably deform from laser heat, with slag inside tiny holes requiring post polishing. Advantage: vertical holes on thick parts achieve higher precision than etching.
5. Sampling Cost, Mass Production Cost & MOQ
Sampling Stage
- Laser: No artwork charge, only per-piece processing fee; low cost for 1~5pcs urgent samples, ideal for new product trial.
- Etching: Extra film production cost, high unit price for 1~2 pieces; unit cost drops sharply when quantity exceeds 20pcs.
Mass Production Stage
- Bulk order over tens of thousands for identical ultra-thin parts: Chemical etching owns much lower unit cost with panel layout molding at one time.
- Mixed orders with various irregular items: Laser cuts new drawing instantly without repeated film, better overall economy.
6. Industrial Application Guide
1.Display & Semiconductor(mask, lead frame): Prioritize chemical etching for ultra-thin microporous requirement beyond laser capacity.
2.3C Electronics(shield, shrapnel, dust mesh): Etch thin parts; laser for thick structural supports.
3.New Energy: Etch ultra-thin copper pole piece; laser for thick busbar & aluminum frame.
4.Medical Devices: Etch ultra-thin microfluidic components; laser for thick surgical hardware.
5.General Equipment Sheet Metal: All parts over 2mm apply laser cutting.
7. Quick Selection Rules
1.Thickness<0.1mm + dense micro holes + mass quantity → Chemical Etching
2.Thickness>1.5mm + large thick plate + simple outline + small trial order → Laser Cutting
3.0.1~1.5mm without dense holes & small batch → Laser Cutting
4.0.1~1.5mm with dense mesh & large volume → Chemical Etching
For composite parts, combined processing (partial etching + partial laser cutting) balances precision and cost effectively.
Conclusion
Neither chemical etching nor laser cutting dominates all scenarios; suitability decides optimal process. Confirm thickness, internal structure, order quantity and precision requirement before production to avoid unnecessary cost and defective products. With ongoing miniaturization of precision components, etching market expands rapidly for ultra-thin micro parts, while laser cutting stays irreplaceable for thick sheet metal and heavy structural parts. The two technologies complement each other to satisfy full-range customized precision component manufacturing.